হেডস্টোন
পটভূমি
হেডস্টোনগুলি বিভিন্ন নামে পরিচিত, যেমন স্মারক পাথর, কবর চিহ্নিতকারী, সমাধির পাথর এবং সমাধির পাথর।যা সব headstones ফাংশন প্রযোজ্য;মৃত ব্যক্তির স্মৃতিচারণ এবং স্মরণ।হেডস্টোনগুলি মূলত ফিল্ডস্টোন বা কাঠের টুকরো থেকে তৈরি করা হয়েছিল।কিছু এলাকায়, পাথর ("নেকড়ে পাথর" হিসাবে উল্লেখ করা হয়) মৃতদেহের উপর স্থাপন করা হয়েছিল যাতে একটি অগভীর কবর উন্মোচন করা থেকে স্ক্যাভেঞ্জিং প্রাণীদের প্রতিরোধ করা হয়।
ইতিহাস
প্রত্নতাত্ত্বিকরা নিয়ান্ডারথাল কবর খুঁজে পেয়েছেন যা 20,000-75,000 বছর আগের।মৃতদেহগুলি গুহায় আবিষ্কৃত হয়েছে যেখানে বড় পাথরের স্তূপ বা পাথরের খোঁচা ঢেকে রাখা হয়েছে।মনে করা হয় এই কবর স্থানগুলি দুর্ঘটনাবশত ছিল।আহত বা মৃত ব্যক্তিদের সম্ভবত পুনরুদ্ধারের জন্য পিছনে ফেলে রাখা হয়েছিল এবং বন্য প্রাণীদের থেকে সুরক্ষার জন্য গুহার সামনে পাথর বা বোল্ডারগুলি ঠেলে দেওয়া হয়েছিল।ইরাকের শারিন্দর গুহাটিতে একজন ব্যক্তির (আনুমানিক 50,000 খ্রিস্টপূর্বাব্দ) দেহের চারপাশে ফুল বিছিয়ে রাখা ছিল।
সময়ের সাথে সাথে দাফনের অন্যান্য বিভিন্ন পদ্ধতি বিকশিত হয়েছে।খ্রিস্টপূর্ব 30,000 অব্দে চীনারা তাদের মৃতদেহ ধারণ করার জন্য প্রথম কফিন ব্যবহার করে এবং 3200 খ্রিস্টপূর্বাব্দে মিশরীয় ফারাওদের মৃতদেহ পরবর্তী জীবনের জন্য সংরক্ষণ করার জন্য মমিকরণ এবং এম্বালিং ব্যবহার করা হয়েছিল।ফারাওদের একটি সারকোফ্যাগাসে স্থাপন করা হবে এবং তাদের ভৃত্য এবং বিশ্বস্ত উপদেষ্টাদের প্রতিনিধিত্বকারী মূর্তিগুলির সাথে সমাধিস্থ করা হবে, সেইসাথে স্বর্ণ এবং বিলাসিতা বিশ্বে তাদের গ্রহণযোগ্যতা নিশ্চিত করার জন্য।কিছু রাজার প্রয়োজন ছিল যে তাদের প্রকৃত সেবক এবং উপদেষ্টারা মৃত্যুতে তাদের সাথে থাকবেন এবং দাস ও উপদেষ্টাদের হত্যা করে সমাধিতে রাখা হয়েছিল।শ্মশান, যা মমিকরণের সময় শুরু হয়েছিল, মৃতদের নিষ্পত্তি করার একটি জনপ্রিয় পদ্ধতিও ছিল।বর্তমানে এটি মার্কিন যুক্তরাষ্ট্রে নিষ্পত্তি পদ্ধতির 26% এবং কানাডায় 45% এর জন্য দায়ী।
ধর্মের বিকাশের সাথে সাথে শ্মশানকে অবজ্ঞা করা হয়।অনেক ধর্ম এমনকি শ্মশান নিষিদ্ধ করেছে, দাবি করেছে যে এটি পৌত্তলিক আচার-অনুষ্ঠানের স্মরণ করিয়ে দেয়।দাফন ছিল পছন্দের পদ্ধতি, এবং কখনও কখনও মৃতদের বাড়িতে কয়েক দিন রেখে দেওয়া হত যাতে লোকেরা তাদের শ্রদ্ধা জানাতে পারে।1348 সালে, প্লেগ ইউরোপে আঘাত হানে এবং মানুষকে যত তাড়াতাড়ি সম্ভব এবং শহর থেকে দূরে মৃতদের কবর দিতে বাধ্য করে।এই মৃত্যু এবং দাফনের আচারগুলি কবরস্থানগুলি উপচে পড়া পর্যন্ত অব্যাহত ছিল এবং অসংখ্য অগভীর কবরের কারণে রোগ ছড়াতে থাকে।1665 সালে, ইংরেজ পার্লামেন্ট শুধুমাত্র ছোট অন্ত্যেষ্টিক্রিয়া করার পক্ষে রায় দেয় এবং কবরের আইনি গভীরতা 6 ফুট (1.8 মিটার) করা হয়।এটি রোগের বিস্তার হ্রাস করে, কিন্তু অনেক কবরস্থান অত্যধিক জনবহুল হতে থাকে।
আজকের মতো প্রথম কবরস্থানটি 1804 সালে প্যারিসে প্রতিষ্ঠিত হয়েছিল এবং এটিকে "বাগান" কবরস্থান বলা হয়।Pèere-Lachaise হল অনেক বিখ্যাত নাম যেমন অস্কার ওয়াইল্ড, ফ্রেডরিক চোপিন এবং জিম মরিসন।এই বাগানের কবরস্থানেই হেডস্টোন এবং স্মারকগুলি বিস্তৃত কাজে পরিণত হয়েছিল।একজনের সামাজিক অবস্থান স্মৃতিসৌধের আকার এবং শৈল্পিকতা নির্ধারণ করে।প্রারম্ভিক স্মারকগুলি জীবিতদের মধ্যে পরকালের ভয় জাগানোর জন্য কঙ্কাল এবং ভূতের সাথে ভয়ঙ্কর দৃশ্যগুলি চিত্রিত করেছিল।ঊনবিংশ শতাব্দীর পরে, হেডস্টোনগুলি শান্তিপূর্ণ দৃশ্যের পক্ষে বিকশিত হয়েছিল, যেমন করুব এবং ফেরেশতারা মৃত ব্যক্তিকে উপরের দিকে নিয়ে যায়।মার্কিন যুক্তরাষ্ট্র 1831 সালে ক্যামব্রিজ, ম্যাসাচুসেটসে তার নিজস্ব গ্রামীণ কবরস্থান, দ্য মাউন্ট অবার্ন কবরস্থান প্রতিষ্ঠা করে।
কাচামাল
প্রারম্ভিক হেডস্টোনগুলি স্লেট দিয়ে তৈরি করা হয়েছিল, যা নিউ ইংল্যান্ডের প্রথম দিকে স্থানীয়ভাবে পাওয়া যেত।জনপ্রিয় হয়ে ওঠার পরবর্তী উপাদানটি ছিল মার্বেল, কিন্তু সময়ের পরে মার্বেলটি ক্ষয় হয়ে যাবে এবং মৃত ব্যক্তির নাম ও বিবরণ অবর্ণনীয় ছিল।1850 সালের মধ্যে, গ্রানাইট তার স্থিতিস্থাপকতা এবং অ্যাক্সেসযোগ্যতার কারণে পছন্দের হেডস্টোন উপাদান হয়ে ওঠে।আধুনিক স্মৃতিসৌধে গ্রানাইট প্রধান কাঁচামাল ব্যবহৃত হয়।
গ্রানাইট হল একটি আগ্নেয় শিলা যা মূলত কোয়ার্টজ, ফেল্ডস্পার এবং প্লেজিওক্লেস ফেল্ডস্পার দ্বারা গঠিত যার মধ্যে অন্যান্য ছোট ছোট খনিজ মিশ্রিত হয়। গ্রানাইট সাদা, গোলাপী, হালকা ধূসর বা গাঢ় ধূসর হতে পারে।এই শিলাটি ম্যাগমা (গলিত উপাদান) থেকে তৈরি যা ধীরে ধীরে ঠান্ডা হয়।শীতল ম্যাগমা পৃথিবীর ভূত্বকের পরিবর্তনের মাধ্যমে এবং মাটির ক্ষয়ের মাধ্যমে আবিষ্কার করা হয়।
ডিজাইন
একটি হেডস্টোন ব্যক্তিগতকৃত করার অসংখ্য উপায় আছে।এপিটাফগুলি শাস্ত্রের উদ্ধৃতি থেকে অস্পষ্ট এবং হাস্যকর বিবৃতি পর্যন্ত বিস্তৃত।সহগামী মূর্তিগুলি খোদাই করা যেতে পারে, পাথরের উপরে বা পাশে স্থাপন করা যেতে পারে।হেডস্টোনগুলির আকার এবং আকৃতিও পরিবর্তিত হয়।সাধারণত, সমস্ত পাথর মেশিনে পালিশ করা হয় এবং খোদাই করা হয়, তারপর হাত দ্বারা সূক্ষ্মভাবে বিস্তারিত।
ম্যানুফ্যাকচারিং
প্রক্রিয়া
- প্রথম ধাপ হল পাথরের ধরন (সাধারণত মার্বেল বা গ্রানাইট) এবং রঙ বেছে নেওয়া।গ্রানাইট ব্লক তারপর বেডরক থেকে কাটা হয়।এটি করার তিনটি উপায় রয়েছে।প্রথম পদ্ধতি হল ড্রিলিং।এই পদ্ধতিটি একটি বায়ুসংক্রান্ত ড্রিল ব্যবহার করে যা গ্রানাইটের মধ্যে 1 ইঞ্চি (2.54 সেমি) দূরে এবং 20 ফুট (6.1 মিটার) গভীরে উল্লম্ব গর্ত করে।তারপর খননকারীরা 4 ইঞ্চি (10.1 সেমি) লম্বা ইস্পাতের বিট ব্যবহার করে যার স্টিলের দাঁত আছে পাথরের মূল অংশ কেটে ফেলার জন্য।
জেট পিয়ার্সিং ড্রিলিংয়ের চেয়ে অনেক দ্রুত, প্রায় সাত গুণ।এই পদ্ধতিতে, এক ঘন্টায় 16 ফুট (4.9 মিটার) উত্তোলন করা যায়।প্রক্রিয়াটি 2,800°F (1,537.8°C) শিখার আকারে চাপযুক্ত হাইড্রোকার্বন জ্বালানী এবং বায়ুর মিশ্রণকে বহিষ্কার করতে একটি ফাঁপা ইস্পাত শ্যাফ্টের সাথে একটি রকেট মোটর ব্যবহার করে।এই শিখাটি শব্দের গতির পাঁচগুণ এবং গ্রানাইটের মধ্যে 4 ইঞ্চি (10.2 সেমি) কেটে ফেলে।
তৃতীয় উপায় হল সবচেয়ে কার্যকর পদ্ধতি, শান্ত, এবং প্রায় কোন বর্জ্য উত্পাদন করে না।ওয়াটার জেট পিয়ার্সিং গ্রানাইট কাটার জন্য পানির চাপ প্রয়োগ করে।জলের জেট ছিদ্র করার দুটি সিস্টেম রয়েছে, নিম্নচাপ এবং উচ্চ চাপ।উভয়ই দুটি জলের ধারা নির্গত করে, তবে নিম্নচাপ সিস্টেমের প্রবাহগুলি 1,400-1,800 psi-এর নীচে এবং উচ্চ চাপের প্রবাহগুলি 40,000 psi-এর নীচে।জেট থেকে জল পুনরায় ব্যবহার করা হয়, এবং পদ্ধতি ভুল এবং নষ্ট উপাদান কমিয়ে দেয়.
- পরবর্তী ধাপ হল কোয়ারি বেড থেকে ব্লক অপসারণ করা।শ্রমিকরা কার্বাইড দিয়ে 1.5-1.88 ইঞ্চি (3.81-4.78 সেমি) স্টিলের বিট দিয়ে টিপযুক্ত বড় বায়ুসংক্রান্ত ড্রিলস নেয় এবং গ্রানাইটের ব্লকে অনুভূমিকভাবে ড্রিল করে।তারপরে তারা কাগজে মোড়ানো ব্লাস্টিং চার্জগুলি গর্তে রাখে।একবার চার্জ সেট হয়ে গেলে, ব্লকটি বাকি শিলা থেকে একটি পরিষ্কার বিরতি তৈরি করে।
- গ্রানাইট ব্লকগুলি সাধারণত প্রায় 3 ফুট (0.9 মিটার) চওড়া, 3 ফুট (0.9 মিটার) উচ্চ এবং 10 ফুট (3 মিটার) লম্বা হয়, যার ওজন প্রায় 20,250 পাউন্ড (9,185 কেজি)।শ্রমিকরা হয় ব্লকের চারপাশে একটি তারের লুপ বা উভয় প্রান্তে হুক ড্রিল করে এবং তারের সাথে হুকের সাথে সংযুক্ত করে।উভয় উপায়েই কেবলটি একটি বড় ডেরিকের সাথে সংযুক্ত থাকে যা গ্রানাইট ব্লকটিকে উপরে তুলে নিয়ে যায় এবং একটি ফ্ল্যাটবেড ট্রাকে এটিকে হেডস্টোন প্রস্তুতকারকের কাছে নিয়ে যায়।কোয়ারিগুলি স্বাধীনভাবে মালিকানাধীন এবং নির্মাতাদের কাছে গ্রানাইট বিক্রি করার প্রবণতা রয়েছে, তবে কিছু বড় কোম্পানি আছে যারা কোয়ারির মালিক।
- ম্যানুফ্যাকচারিং হাউসে পৌঁছানোর পরে, গ্রানাইট স্ল্যাবগুলি একটি পরিবাহক বেল্টে আনলোড করা হয় যেখানে সেগুলি ছোট স্ল্যাবে কাটা হয়।স্ল্যাবগুলি সাধারণত 6, 8, 10, বা 12 ইঞ্চি (যথাক্রমে 15.2, 20.3, 25 এবং 30.4 সেমি) পুরু হয়।এই ধাপটি একটি ঘূর্ণমান হীরা করাত দিয়ে করা হয়।করাতটি একটি 5 ফুট (1.5 মিটার) বা 11.6 ফুট (3.54 মিটার) কঠিন ইস্পাত হীরার ফলক দিয়ে সজ্জিত।ব্লেডটিতে সাধারণত প্রায় 140-160টি শিল্প হীরার অংশ থাকে এবং এটি গড়ে 23-25 ফুট কাটার ক্ষমতা রাখে2(2.1-2.3 মি2) এক ঘন্টা.
- কাটা স্ল্যাবগুলি বিভিন্ন সংখ্যক ঘূর্ণায়মান মাথার নীচে (সাধারণত আট থেকে 13) বিভিন্ন স্তরের গ্রিট সাজানো হয়।
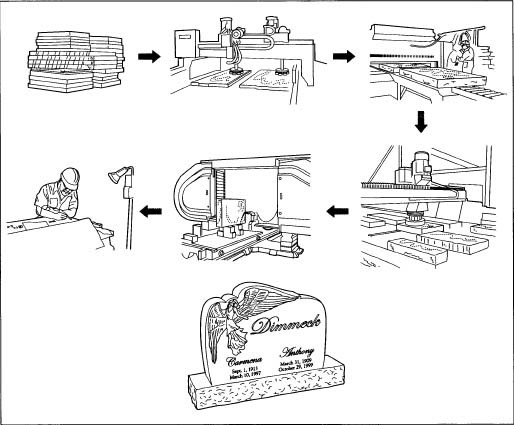
একটি হেডস্টোন উত্পাদন.
সবচেয়ে ঘষিয়া তুলিয়া ফেলিতে সক্ষম থেকে অন্তত.প্রথম কয়েকটি মাথায় একটি কঠোর হীরার কাঁটা রয়েছে, মাঝের মাথাগুলি হোনিংয়ের জন্য এবং শেষ কয়েকটি মাথা অনুভূত বাফার প্যাড দিয়ে সজ্জিত।এই প্যাডগুলিতে জল এবং অ্যালুমিনিয়াম বা টিন অক্সাইড পাউডার থাকে যাতে পাথরটিকে একটি মসৃণ, চকচকে ফিনিস করতে পালিশ করা যায়।
- পালিশ করা স্ল্যাবটি তারপর কনভেয়র বেল্ট বরাবর হাইড্রোলিক ব্রেকারে সরানো হয়।ব্রেকারটি কার্বাইড দাঁত দিয়ে সজ্জিত যা গ্রানাইট স্ল্যাবের উপর 5,000 psi এর কাছাকাছি হাইড্রোলিক চাপ প্রয়োগ করে, পাথরের মধ্য দিয়ে একটি উল্লম্ব কাটা তৈরি করে।
- তারপর কাটা পাথর উপযুক্ত আকারে ফ্যাশন করা হয়।এটি হয় একটি ছেনি এবং হাতুড়ি দিয়ে হাতে করা হয়, বা আরও স্পষ্টভাবে একটি মাল্টি-ব্লেড হীরা করাত দিয়ে করা হয়।এই মেশিনটি 30টি ব্লেড ধরে রাখার জন্য সেট করা যেতে পারে, তবে সাধারণত শুধুমাত্র আট বা নয়টি দিয়ে লোড করা হয়।নয়টি ব্লেড দিয়ে সজ্জিত, এই মাল্টি-ব্লেড ডায়মন্ড করাত 27 ফুট কাটতে পারে2(2.5 মি2) এক ঘন্টা.
- পাথরের উপরিভাগ আবার পালিশ করা হয়।একটি অত্যন্ত স্বয়ংক্রিয় প্রক্রিয়ায়, 64 টি টুকরা একবারে পালিশ করা যেতে পারে।
- উল্লম্ব প্রান্তগুলি একটি স্বয়ংক্রিয় পলিশিং মেশিন দ্বারা পালিশ করা হয়, পৃষ্ঠের পলিশারের মতো।এই মেশিনটি কঠোরতম গ্রিট হেড বেছে নেয় এবং এটি পাথরের উল্লম্ব প্রান্ত জুড়ে কাজ করে।তারপরে প্রান্তগুলি মসৃণ না হওয়া পর্যন্ত মেশিনটি অন্যান্য গ্রিটগুলির মাধ্যমে তার পথ কাজ করে।
- রেডিয়াল প্রান্ত দুটি হীরা গ্রাইন্ডিং ড্রাম ব্যবহার করে একই সময়ে স্থল এবং পালিশ করা হয়।একটিতে একটি কঠোর গ্রিট হীরা আছে, এবং দ্বিতীয়টিতে একটি সূক্ষ্ম গ্রিট রয়েছে৷পাথরের রেডিয়াল প্রান্তগুলি তারপর পালিশ করা হয়।
- যদি জটিল পাথরের আকারের প্রয়োজন হয়, পালিশ করা পাথরটি হীরার তারের করাতে সরানো হয়।অপারেটর করাত সামঞ্জস্য করে এবং প্রক্রিয়াটি শুরু করে, যা কম্পিউটার সফ্টওয়্যার ব্যবহার করে হেডস্টোনের মধ্যে আকারগুলি খোদাই করে।কোন সূক্ষ্ম খোদাই বা বিস্তারিত হাত দ্বারা সমাপ্ত হয়.
- হেডস্টোন তারপর সমাপ্তির জন্য প্রস্তুত।রক পিচিং এর মাধ্যমে পাথরের বাইরের প্রান্তগুলিকে হাত দিয়ে ছেঁকে নেওয়া, আরও সংজ্ঞায়িত, ব্যক্তিগত আকৃতি দেওয়া।
- এখন যেহেতু হেডস্টোনটি পালিশ করা হয়েছে ও আকৃতির, এটি খোদাই করার সময়।স্যান্ডব্লাস্টিং সাধারণত ব্যবহৃত হয়।হেডস্টোনটিতে একটি তরল আঠা প্রয়োগ করা হয়।আঠার উপর একটি রাবার স্টেনসিল প্রয়োগ করা হয় এবং তারপরে নকশার কার্বন-ব্যাকড লেআউট দিয়ে ঢেকে দেওয়া হয়।কার্বন ড্রাফ্টসম্যান দ্বারা প্রস্তুতকৃত নকশাকে রাবার স্টেনসিলে স্থানান্তর করে।কর্মী তারপর পাথরের উপর থাকা অক্ষর এবং নকশার বৈশিষ্ট্যগুলি কেটে ফেলে, সেগুলিকে স্যান্ডব্লাস্টিংয়ের সামনে তুলে ধরে।স্যান্ডব্লাস্টিং হয় ম্যানুয়ালি বা স্বয়ংক্রিয়ভাবে করা হয়।প্রক্রিয়ার বিপদের কারণে যে কোনও পদ্ধতি একটি আবদ্ধ এলাকায় করা হয়।কর্মী পাথর থেকে প্রতিফলিত দানা থেকে রক্ষা করার জন্য সম্পূর্ণরূপে আচ্ছাদিত।কোর্স কাটিয়া ঘষিয়া তুলিয়া ফেলিতে সক্ষম 100 psi একটি বল প্রয়োগ করা হয়.ধুলো সংগ্রাহকরা পুনরায় ব্যবহারের জন্য ধুলো সংগ্রহ করে সংরক্ষণ করে।
- তারপরে পাথরটিকে উচ্চ চাপের বাষ্প দিয়ে স্প্রে করা হয় যাতে কোনও অবশিষ্ট স্টেনসিল বা আঠা থেকে মুক্তি পাওয়া যায়।এটি আবার পালিশ করা হয় এবং ঘনিষ্ঠভাবে পরিদর্শন করা হয়, তারপর ফিনিসটি রক্ষা করার জন্য সেলোফেন বা ভারী কাগজে প্যাকেজ করা হয়।প্যাকেজটি ক্রেটে রাখা হয় এবং গ্রাহক বা অন্ত্যেষ্টিক্রিয়া পরিচালকের কাছে পাঠানো হয়।
মান নিয়ন্ত্রণ
মান নিয়ন্ত্রণ দৃঢ়ভাবে উত্পাদন প্রক্রিয়া জুড়ে প্রয়োগ করা হয়.রুক্ষ গ্রানাইটের প্রতিটি স্ল্যাব রঙের সামঞ্জস্যের জন্য পরীক্ষা করা হয়।প্রতিটি পলিশিং ধাপের পরে, মাথার পাথরটি ত্রুটিগুলির জন্য পরীক্ষা করা হয়।চিপ বা স্ক্র্যাচের প্রথম চিহ্নে, পাথরটি লাইন থেকে সরিয়ে নেওয়া হয়।
উপজাত/বর্জ্য
খনিতে ব্যবহৃত কাটা প্রক্রিয়ার উপর নির্ভর করে, বর্জ্য পরিবর্তিত হয়।তুরপুন হল খননের সর্বনিম্ন সুনির্দিষ্ট পদ্ধতি, এইভাবে সর্বাধিক বর্জ্য উৎপন্ন হয়।ওয়াটার জেট পদ্ধতি সর্বনিম্ন পরিমাণে শব্দ দূষণ এবং ধুলো উৎপন্ন করে।এটি অন্যান্য প্রক্রিয়ার তুলনায় আরও বেশি জ্বালানী সাশ্রয়ী, এবং জলকে পুনর্ব্যবহৃত করতে সক্ষম করে।স্যান্ডব্লাস্টিং-এ সামান্য বর্জ্যও থাকে যেহেতু বালির কণা সংগ্রহ করে পুনরায় ব্যবহার করা হয়।উত্পাদন থেকে যে কোনও ত্রুটিপূর্ণ গ্রানাইট পাথর সাধারণত অন্যান্য উত্পাদনকারী সংস্থার কাছে বিক্রি হয় বা বিদেশে রপ্তানি করা হয়।অন্যান্য নিম্নমানের পাথর ফেলে দেওয়া হয়।
ভবিষ্যৎ
অনেক নতুন কৌশল রয়েছে যা হেডস্টোনগুলিতে নকশা খোদাই করার জন্য উদ্ভাবনী সফ্টওয়্যার ব্যবহার করে।লেজার এচিং একটি আসন্ন বিকাশ যা লেজার রশ্মি ব্যবহার করে হেডস্টোনের উপর ছবি এবং আরও জটিল ডিজাইন স্থাপন করার অনুমতি দেয়।লেজারের তাপ গ্রানাইটের পৃষ্ঠে স্ফটিকগুলিকে পপ করে, যার ফলে একটি উঁচু, হালকা রঙের এচিং হয়।
গ্রানাইটের ক্ষয় অদূর ভবিষ্যতে পূর্বাভাসযোগ্য নয়।খনির খনন করা হলে, নতুন সম্পদের বিকাশ ঘটে।এমন অনেক প্রবিধান রয়েছে যা একবারে রপ্তানি করা যেতে পারে এমন গ্রানাইটের পরিমাণ সীমাবদ্ধ করে।মৃতদের নিষ্পত্তির বিকল্প পদ্ধতিগুলিও এমন কারণ যা হেডস্টোন উৎপাদনকে সীমিত করতে পারে।
পোস্টের সময়: জানুয়ারি-০৫-২০২১